Станки фрезерной группы - Форум
|
Станки фрезерной группы
| |
| Jumanji | Дата: Воскресенье, 10.07.2011, 14:40 | Сообщение # 1 |
|
Лейтенант
Группа: Администраторы
Сообщений: 5
Статус: Offline
| Сюда помещаем все что знаем о данном виде станков. Начинаем!.
[c]
Вертикально-фрезерный обрабатывающий центр с открытым кожухом и инструментальным магазином
Фре́зерные станки́ — группа металлорежущих станков в классификации по виду обработки. Фрезерные станки предназначены для обработки с помощью фрезы плоских и фасонных поверхностей, тел вращения, зубчатых колёс и т. п. металлических и других заготовок. При этом фреза, закрепленная в шпинделе фрезерного станка совершает вращательное (главное) движение, а заготовка, закреплённая на столе, совершает движение подачи прямолинейное или криволинейное (иногда осуществляется одновременно вращающимся инструментом). Управление может быть ручным, автоматизированным или осуществляться с помощью системы ЧПУ (CNC).
Во фрезерных станках главным движением является вращение фрезы, а движение подачи — относительное перемещение заготовки и фрезы.
Вспомогательные движения необходимы в станке для подготовки процесса резания. К вспомогательным движениям относятся движения, связанные с настройкой и наладкой станка, его управлением, закреплением и освобождением детали и инструмента, подводом инструмента к обрабатываемым поверхностям и его отводом; движения приборов для автоматического контроля размеров и т. д. Вспомогательные движения можно выполнять на станках как автоматически, так и вручную. На станках-автоматах все вспомогательные движения в определенной последовательности выполняются автоматически.
Виды фрезерных станков:
1) горизонтально-фрезерные консольные станки (с горизонтальным шпинделем и консолью)
2) универсальные — с поворотным столом
3) широкоуниверсальные — с дополнительными фрезерными головками
4) вертикально-фрезерные станки (с вертикальным шпинделем) в том числе консольные
5) бесконсольные называемые также с крестовым столом
6) с передвижным порталом
7) широкоуниверсальные инструментальные станки — с вертикальной рабочей плоскостью основного стола и поперечным движением шпиндельных узлов
8) копировально-фрезерные станки
9) фрезерные станки непрерывного действия, в том числе карусельно-фрезерные
10) барабанно-фрезерные
Универсально-фрезерный станок
Имеет горизонтально расположенный шпиндель и предназначен для обработки фрезерованием разнообразных поверхностей на небольших и не тяжелых деталях в условиях единичного и серийного производства. Обработку ведут цилиндрическими, дисковыми, угловыми, концевыми, фасонными, торцовыми фрезами. На этом станке можно обрабатывать вертикальные и горизонтальные фасонные и винтовые поверхности, пазы и углы. Фрезерование деталей, требующих периодического деления или винтового движения, выполняют с использованием специальных делительных приспособлений.
На станине смонтированы все основные узлы станка. Внутри станины размещены шпиндельный узел и коробка скоростей. Для поддержания оправки с фрезой служит хобот с серьгами (подвесками). По вертикальным направляющим станины перемещается консоль, несущая коробку подач. По направляющим консоли в поперечном направлении движутся салазки с поворотным устройством, которое несет продольный стол и позволяет поворачивать стол вокруг вертикальной оси на 45° в обе стороны, благодаря чему стол может перемещаться в горизонтальной плоскости под разными углами к оси шпинделя. Крутящий момент от двигателя посредством коробки передач передаётся на шпиндель - полый вал в верхней части станины. В передний торец шпинделя вставляется оправка и закрепляется штревелем - стержнем, закреплённым в шпинделе. Оправка обычно стержень имеющий коническое посадочное место-конус Морзе, воспринимающий вращение от шпинделя; на оправку одеваются фреза и фиксирующие её кольца, зажимаются гайкой. Жёсткость оправки поддерживается подвеской.
Горизонтально-фрезерный станок
Отличается от универсально-фрезерного станка отсутствием поворотного устройства, то есть стол станка может перемещаться только перпендикулярно или вместе с салазками параллельно оси шпинделя.
Широкоуниверсальный фрезерный станок
В отличие от горизонтально-фрезерного станка имеет ещё одну шпиндельную головку, смонтированную на выдвижном хоботе, которую можно поворачивать под любым углом в двух взаимно перпендикулярных плоскостях. Возможна раздельная и одновременная работа обоими шпинделями. Для большей универсальности станка на поворотной головке монтируют накладную фрезерную головку, которая позволяет обработать на станке детали сложной формы не только фрезерованием, но и сверлением, зенкерованием, растачиванием и т. д.
В некоторых станках этого типа отсутствует консоль, а вместо неё по вертикальным направляющим станины, перемещается каретка. Каретка имеет горизонтальные направляющие для салазок с вертикальной рабочей поверхностью и Т-образными пазами, на которых крепят стол, делительные и другие приспособления. Широкая универсальность станка позволяет использовать его в экспериментальных и инструментальных цехах для производства кондукторов, зажимных приспособлений всех типов, инструментов, штампов, пресс-форм и других деталей.
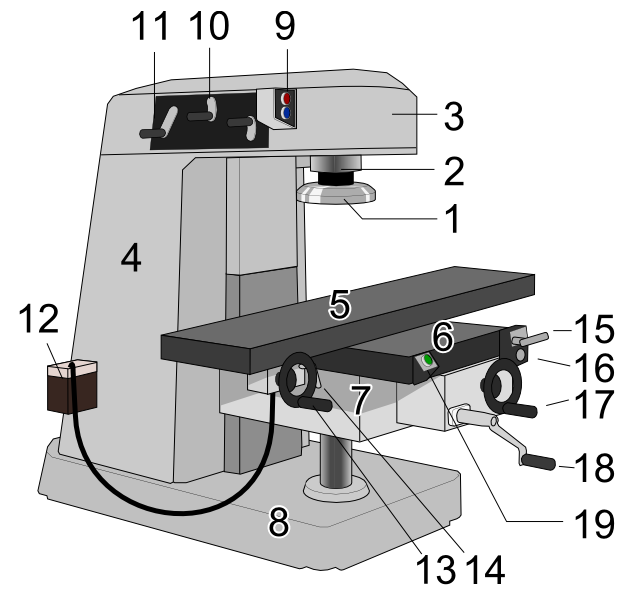
Вертикальный консольно-фрезерный станок
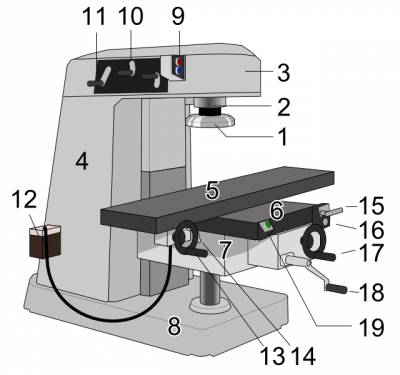
Вертикально-фрезерный станок (1 — фреза, 2 — шпиндель, 3 — хобот, 4 — станина, 5 — стол, 6 — салазки, 7 — консоль, 8 — фундаментная плита)
В отличие от горизонтально-фрезерного имеет вертикально расположенный шпиндель, который в некоторых моделях станков допускает смещение вдоль своей оси и поворот вокруг горизонтальной оси, расширяя тем самым технологические возможности станка.В отличии от г.-ф.-х станков оправка для вертикальных станков представляет собой фланец с конусом морзе с одной стороны и коническим отверстием с другой(тоже конус Морзе), куда и вставляется концевая фреза. Если требуется установить дисковую фрезу применяется оправка как на г.-ф-м станке но много короче; так же и на горизонтальных станках возможно применяются оправки вертикальных станков для крепления концевых фрез. Вертикальное движение подачи как правило возможно осуществлять и инструментом.
Вертикально- и горизонтально-фрезерные бесконсольные станки
Предназначены для обработки вертикальных, горизонтальных, наклонных поверхностей, пазов в крупногабаритных деталях. В отличие от консольно-фрезерных станков, в этих станках отсутствует консоль, а салазки и стол перемещаются по направляющим станины, установленной на фундамент. Такая конструкция станка обеспечивает более высокую его жесткость и точность обработки по сравнению со станками консольного типа, позволяет обрабатывать детали большой массы и размеров. Шпиндельная головка, являющаяся и коробкой скоростей, имеет установочное перемещение по вертикальным направляющим стойки. Кроме того, шпиндель вместе с гильзой можно сдвигать в осевом направлении при точной установке фрезы на требуемый размер.
Продольно-фрезерные станки
Используют для обработки крупногабаритных деталей, главным образом, торцовым; а также цилиндрическими, концевыми, дисковыми и фасонными фрезами. Станки делятся на одностоечные и двухстоечные. В четырёхшпиндельном двухстоечном продольно-фрезерном станке станина имеет стол и портал, состоящий из двух стоек и балки, По направляющим стоек перемещается траверса и две горизонтальные поворотные фрезерные головки. Две другие фрезерные головки перемещаются по направляющим траверсы. Обработку деталей можно производить при движущемся столе и неподвижных фрезерных головках, при неподвижном столе и подаче головок или при одновременно движущихся столе и фрезерных головках.

Концевые фрезы
|
| |
|
|
| Jumanji | Дата: Воскресенье, 10.07.2011, 14:51 | Сообщение # 2 |
|
Лейтенант
Группа: Администраторы
Сообщений: 5
Статус: Offline
| поговорим теперь о самом процессе фрезерования!.
Фрезерование (фрезерная обработка) — обработка материалов резанием с помощью фрезы.
Фреза совершает вращательное, а заготовка — преимущественно поступательное движение.
В процессе фрезерования участвуют два объекта — фреза и заготовка. Заготовка — это будущая деталь.
Фреза и фрезерование изобретены в Германии и Австрии в XVII—XVIII веке, так как фрезерование требовало прочной станины станка с точными подшипниками, а радиально-упорные подшипники изобрёл Леонардо да Винчи.
Официальным изобретателем фрезерного станка является англичанин Эли Уитни который получил патент на такой станок в 1818 г.
Классификация фрезерования
Классификация фрезерования может происходить по-разному, в зависимости от того, что хотят выделить наиболее значимым:
В зависимости от расположения шпинделя станка и удобства закрепления обрабатываемой заготовки —— вертикальное, горизонтальное. На производстве в большей степени используют универсально-фрезерные станки, позволяющие осуществлять горизонтальное и вертикальное фрезерование, а также фрезерование под разными углами различным инструментом.
В зависимости от типа инструмента (фрезы) — концевое, торцовое, периферийное, фасонное и т. д.
Концевое фрезерование — пазы, канавки, подсечки; колодцы (сквозные пазы), карманы (пазы, стороны которых выходят более, чем на 1 поверхность), окна (пазы, которые выходят только на одну поверхность).
Торцовое фрезерование — фрезерование больших поверхностей.
Фасонное фрезерование — фрезерование профилей. Примеры профильных поверхностей — шестерни, червяки, багет, оконные рамы.
Существуют также специализированные фрезы, предназначенные для отрезки (дисковые фрезы).
В зависимости от направления вращения фрезы относительно направления её движения (либо движения заготовки) — попутное «под зуб» когда фреза «подминает» заготовку, получается очень чистая поверхность, но также велика опасность вырыва заготовки при большом съеме материала; и встречное «на зуб», когда движение режущей кромки происходит навстречу заготовке. Поверхность получается похуже, зато увеличивается производительность. На практике используют оба вида фрезерования, «на зуб» при предварительной (черновой) и «под зуб» окончательной (чистовой) обработке.
Заблуждения о фрезеровании
Имеет место заблуждение, что при фрезеровании нужно давить на фрезу, чтобы она лучше резала. Это неправильно. Вспомните выпиливание лобзиком, чуть надавил — пилка сломалась. Скорость выпиливания зависит от того, как быстро вы будете совершать возвратно-поступательные движения лобзиком, и от остроты пилки. При фрезеровании тонкими фрезами наблюдается та же самая картина, задал неправильные режимы резания — фреза сломалась. Поэтому будем рассчитывать на острый качественный инструмент и оптимальные режимы резания. При этих условиях нагрузки на шпиндель и реакции в опорах ожидаются небольшие, в пределах нескольких килограммов. Рассчитывать эти килограммы по формулам не обязательно. Вы легко и наглядно можете оценить максимально возможные усилия прямо голыми руками. Для этого возьмите тонкую концевую фрезу диаметром 1 мм и постарайтесь сломать ее в руках. Вы удивитесь, насколько легко вам это удастся. Фрезу диаметром 3 мм в руках сломать труднее, но все равно усилия эти не запредельны. Разрушение фрезы при превышении допустимых нагрузок и будет тем предохранителем, который убережет наш станок от критических напряжений и выхода из строя. Жесткость станка должна быть рассчитана на эти нагрузки желательно с двойным запасом. Мощность шагового двигателя в основном нужна не для резания, а для преодоления сил трения в направляющих и винтовой паре, а силы эти зависят от качества изготовления, зазоров, перекосов и наличия смазки.
|
| |
|
|
|
|
|